خوشبختانه کارشناسان ما از تجربه و دانش گستردهای در زمینه طراحی جهت تولید بهینه با دایکاست آلومینیوم برخوردارند، و این مقاله بخشی از آموختههای آنها را با شما در میان میگذارد. در ادامه توضیح خواهیم داد که چگونه میتوان محصولی را طراحی کرد که ساخت آن هم کارآمد و هم موثر باشد، و همچنین به برخی از مهمترین نکاتی که باید هنگام طراحی محصولی برای تولید به روش دایکاست مد نظر قرار دهید، اشاره خواهیم کرد.اگر در حال طراحی یک قطعه یا محصول آلومینیومی با روش دایکاست هستید، احتمالاً احساس میکنید عوامل زیادی وجود دارد که باید در این مرحله در نظر بگیرید. در واقع، تکمیل و بهینهسازی مرحله طراحی یکی از حساسترین و حیاتیترین گامها برای تولید موفق و کارآمد محصولات دایکاست است.
بهترین روشهای طراحی در ریختهگری آلومینیوم: طراحی برای تولید (DFM)
اصطلاح طراحی برای تولید – Design for Manufacturing (DFM) مفهومی است که در مهندسی بارها شنیده میشود. این مفهوم به فرایند بهینهسازی تولید اشاره دارد تا روند ساخت سادهتر، کارآمدتر و مقرونبهصرفهتر انجام گیرد. در DFM تمرکز اصلی بر روشها و فرآیندهای ساخت است.
یکی از مزایای مهم DFM این است که امکان شناسایی و رفع مشکلات احتمالی روش تولید در همان مراحل اولیه طراحی را فراهم میکند. در این مرحله، اصلاح خطاها بسیار کمهزینهتر از زمانی است که در حین یا پس از تولید آشکار شوند. بهکارگیری اصول DFM موجب کاهش هزینههای تولید میشود، در حالی که کیفیت محصول نهایی حفظ شده یا حتی بهبود مییابد.
برای بهینهسازی فرآیند تولید قطعات دایکاست آلومینیومی، باید اهداف زیر دنبال شوند:
1. استفاده از حداقل مقدار ممکن فلز ریختهگری،
2. اطمینان از اینکه قطعه بهراحتی از قالب خارج شود،
3. کاهش زمان انجماد فلز تا حد امکان،
4. کاهش عملیات ثانویه یا تکمیلی،
5. و اطمینان از اینکه عملکرد محصول نهایی مطابق انتظار است.
بهترین روش برای دستیابی به این اهداف، آن است که در همان مرحله طراحی، ملاحظات مهندسی و اصولی که در بخشهای بعدی توضیح داده میشوند مورد توجه قرار گیرند.
۹ نکته مهم در طراحی قطعات دایکاست آلومینیومی که باید در نظر داشته باشید
این بخش مقدمهای است بر رایجترین نکاتی که هنگام طراحی محصولی برای تولید به روش دایکاست باید در نظر گرفته شوند.
این توصیهها کاملاً همسو با اصول طراحی برای تولید (DFM) بوده و توسط انجمن دایکاست آمریکای شمالی (NADCA) پیشنهاد شدهاند.
۱. خط جدایش (Parting Line)
همانطور که در مقالهی پیشین گفته شد، در فرآیند دایکاست، قالب معمولاً از دو نیمه تشکیل میشود (گرچه در برخی موارد ممکن است تعداد نیمهها بیشتر باشد). یکی از این نیمهها ثابت و دیگری متحرک است، و با بههم پیوستن آنها حفرهای تشکیل میشود که فلز مذاب درونش تزریق خواهد شد.
خط جدایش در یک قطعهی دایکاست همان محل تماس و اتصال دو نیمهی قالب است — مرزی که دو بخش قالب در هنگام بسته شدن بر سطح قطعه شکل میدهند. این خط، یکی از نکات کلیدی در طراحی قالب و قطعه به شمار میآید، زیرا موقعیت و نحوهی شکلگیری آن در کیفیت سطح، دقت ابعادی، و حتی فرآیند خروج قطعه از قالب تأثیر مستقیم دارد.
در فرایند طراحی، تعیین محل خط جدایش (Parting Line) یکی از نخستین تصمیمهایی است که باید گرفته شود، زیرا این خط بر سایر ویژگیها و جزئیات طراحی نیز تأثیر میگذارد.
نکتهی مهم دربارهی محل قرارگیری خط جدایش این است که همانجا معمولاً عیب رایج ریختهگری به نام «فلش» (Flash) بهوجود میآید. فلش در واقع اضافه فلز نازکی است که در امتداد خط جدایش و بیرون از سطح اصلی قطعه تشکیل میشود.
این برجستگی باید پس از انجماد قطعه از طریق یک فرایند ثانویه (مانند برش یا پرداخت با دستگاههای تریمینگ) حذف شود؛ به همین دلیل، محل خط جدایش باید طوری طراحی شود که بهراحتی در دسترس ماشینآلات برش قرار گیرد و عملیات تمیزکاری بدون سختی انجام شود.
۲. انقباض (Shrinkage)
پدیدهی انقباض یکی از رفتارهای رایج و تقریباً اجتنابناپذیر در تمامی فرایندهای ریختهگری است، و آلومینیوم نیز از این قاعده مستثنا نیست. هنگامی که فلز مذاب از دمای ذوب خود تا دمای محیط سرد میشود، قطعهی ریختهگریشده تمایل دارد به سمت مرکز خود منقبض شود.
بهطور معمول، میزان انقباض در قطعات دایکاست آلومینیومی بین ۰٫۴ تا ۰٫۶ درصد از حجم کل قطعه است. این ویژگی گاهی به خروج آسانتر قطعه از دیوارههای خارجی قالب کمک میکند، اما در مقابل، ممکن است باعث شود که فلز اطراف برجستگیها یا زائدههای داخلی قالب بهصورت فشرده منجمد شود و در نتیجه فرآیند خروج قطعه دشوار گردد.
در چنین مواردی، استفاده از زاویهی خروج یا پیششیب (Draft Angle) میتواند بسیار مؤثر باشد، زیرا هم اثرات انقباض را کاهش میدهد و هم فرایند جدا شدن قطعه از قالب را آسانتر میکند.
۳. زاویهی خروج (Draft)
در فرایند دایکاست (Die Casting)، «زاویهی خروج» یا پیششیب (Draft) به میزان شیب یا زاویهی کمی گفته میشود که در دیوارههای قالب ایجاد میگردد تا امکان خروج آسانتر قطعهی ریختهگریشده از قالب فراهم شود. نمونهی مشابه آن را میتوان در قالبهای پخت کیک یا مافین مشاهده کرد؛ جایی که دیوارهها بهجای حالت کاملاً عمودی، کمی مایل هستند تا مادهی پختهشده بهراحتی از ظرف جدا شود.
در دایکاست آلومینیوم، این زاویه باید در تمام سطوحی از قطعه که موازی با جهت باز و بسته شدن قالب هستند لحاظ شود. در غیر این صورت، قطعه پس از سرد شدن ممکن است به قالب بچسبد و در هنگام جداسازی دچار آسیب یا شکستگی شود.
مقدار زاویهی خروج، که معمولاً بر حسب میلیمتر یا درجه بیان میشود، در بخشهای مختلف طراحی متفاوت است:
– دیوارههای خارجی نیاز به زاویهی خروج کوچکتری دارند، زیرا هنگام سرد شدن، فلز از این نواحی به سمت داخل منقبض میشود و از قالب فاصله میگیرد.
– اما دیوارههای داخلی و سوراخها باید با زاویهی خروج بزرگتری طراحی شوند، زیرا فلز در این نواحی به سمت داخل قالب منقبض شده و آن را در بر میگیرد.
بهطور خلاصه، رعایت زاویهی خروج مناسب نهتنها باعث سهولت در خروج قطعه از قالب میشود، بلکه از احتمال آسیب به سطح قطعه جلوگیری کرده و عمر مفید قالب را نیز افزایش میدهد.
۴. ضخامت دیواره (Wall Thickness)
برای دستیابی به تولید سریع، کاهش هدررفت مواد و تضمین کیفیت نهایی قطعه، ضخامت دیوارهها باید با دقت طراحی شود.
اگر دیواره بیش از حد نازک باشد، فلز مذاب نمیتواند بهخوبی درون قالب جریان یابد و ممکن است پیش از پر شدن کامل قالب منجمد شود. چنین حالتی منجر به عیوب پرشدگی ناقص و نیز تاببرداشتن (Warping) قطعه در مراحل ماشینکاری بعدی خواهد شد.
در مقابل، اگر دیوارهها بیش از اندازه ضخیم طراحی شوند، علاوه بر اتلاف غیرضروری مواد، فرایند انجماد نیز طولانیتر میشود و این امر مزیت اصلی دایکاست یعنی چرخهی سریع تولید را از بین میبرد.
از طرف دیگر، یکنواخت بودن ضخامت دیوارهها اهمیت حیاتی دارد. ضخامت یکنواخت موجب میشود فلز مذاب بهصورت پیوسته و هموار در قالب جریان یافته و فرایند انجماد به شکل کنترلشده انجام گیرد. در نتیجه، استحکام نهایی قطعه افزایش یافته و احتمال بروز عیوب ریختهگری کاهش مییابد.
در صورتیکه تغییر ضخامت اجتنابناپذیر باشد، این تغییر باید بهصورت تدریجی (Transition) و نه ناگهانی طراحی شود تا از ایجاد نواحی تمرکز تنش و انقباضهای موضعی پیشگیری گردد.
۵. انحناها و فیلهها (Fillets and Radii)
در طراحی قطعات دایکاست، فیله (Fillet) و شعاع یا انحنا (Radius) به نقاط اتصال منحنیشکل بین دو سطح گفته میشود که در حالت عادی میتوانستند به صورت لبههای تیز با یکدیگر تلاقی کنند.
تفاوت اصلی این دو در محل قرارگیری آنهاست:
– فیله (Fillet) در لبههای داخلی قطعه (مانند محل اتصال بین دو دیوارهی داخلی) ایجاد میشود.
– شعاع یا ریدیِس (Radius) در لبههای خارجی قطعه (مانند گوشههای بیرونی) به کار میرود.
وجود این لبههای گرد اهمیت بالایی در طراحی قالبهای دایکاست دارد، زیرا باعث تسهیل جریان فلز مذاب در هنگام تزریق به داخل قالب میشود. در مقابل، گوشههای تیز در قالب موجب ایجاد آشفتگی جریان (Turbulence) در فلز مذاب شده و میتواند استحکام نهایی قطعه را کاهش دهد.
علاوه بر این، استفاده از شعاعهای مناسب در لبههای خارجی باعث میشود نیازی به حذف یا پرداختکردن گوشههای تیز در عملیات ثانویه (مانند تراش یا برادهبرداری) وجود نداشته باشد، که در نتیجه زمان و هزینهی فرآیند تولید کاهش مییابد.
به بیان ساده، لبههای گرد نهتنها دوام و کیفیت قطعه را افزایش میدهند، بلکه موجب سهولت جریان فلز، کاهش تمرکز تنش، و افزایش عمر قالب نیز میشوند.

۶. بُرزها یا پایههای تقویتی (Bosses)
در قطعات حاصل از دایکاست، بُرز (Boss) به زائدههای برجستهای گفته میشود که معمولاً بهعنوان پایههای نصب (Mounting Points) یا فاصلهگذارها (Standoffs) بهکار میروند. این ویژگیها باعث میشوند بتوان پیچها، پینها یا سایر قطعات اتصالدهنده را مستقیماً روی قطعه دایکاست نصب کرد، بدون نیاز به عملیات ماشینکاری اضافی مانند سوراخکاری (Boring) در مرحلهی ثانویه.
با این حال، طراحی نادرست بُرزها میتواند باعث تغییرات ناگهانی در ضخامت دیوارهها شود؛ این مسئله موجب انقباض غیریکنواخت و ایجاد فرورفتگیهای سطحی (Sink Marks) خواهد شد که نهتنها ظاهر قطعه را تحت تأثیر قرار میدهد، بلکه استحکام مکانیکی آن را نیز کاهش میدهد.
برای جلوگیری از این مشکل، بُرز باید به گونهای طراحی شود که تناسب ضخامت آن با دیوارههای مجاور حفظ گردد. یک روش رایج برای این کار، افزودن سوراخ در مرکز بُرز است تا ضخامت مؤثر و توزیع جرم به حالت متعادلتری برسد.
همچنین:
– در محل اتصال بُرز به بدنهی اصلی، باید فیلههای مناسب (Fillets) قرار داده شوند تا جریان فلز مذاب به نرمی انجام گیرد و تمرکز تنش به حداقل برسد.
– زاویهی خروج (Draft Angle) نیز باید برای بُرزها در نظر گرفته شود تا فرآیند خروج قطعه از قالب بدون آسیب انجام گیرد.
– استفاده از ریبهای تقویتی (Ribs) در اطراف بُرز میتواند مقاومت آن در برابر بارهای مکانیکی و پیچخوردگی را افزایش دهد.
بهصورت کلی، طراحی صحیح بُرزها در قطعات دایکاست نقش مهمی در سهولت مونتاژ، کاهش عملیات ثانویه، و بهبود استحکام و کیفیت ظاهری قطعه ایفا میکند.
۷. ریبها یا تیغههای تقویتی (Ribs)
در طراحی قطعات دایکاست، ریب (Rib) به پَرهها یا تیغههای باریکی از جنس همان فلز گفته میشود که میان دیوارهها یا اجزای مختلف قطعه قرار گرفته و استحکام سازهای را افزایش میدهند، بدون آنکه وزن یا حجم فلز بهطور قابل ملاحظهای زیاد شود.
علاوه بر نقش مقاومتی، ریبها در فرایند پر شدن قالب نیز تأثیر مثبت دارند. وجود آنها مسیرهای جریان بیشتری برای فلز مذاب ایجاد میکند و باعث میشود فلز راحتتر به تمام نقاط قالب برسد، بهویژه در نواحی باریک یا دور از مجرای تزریق.
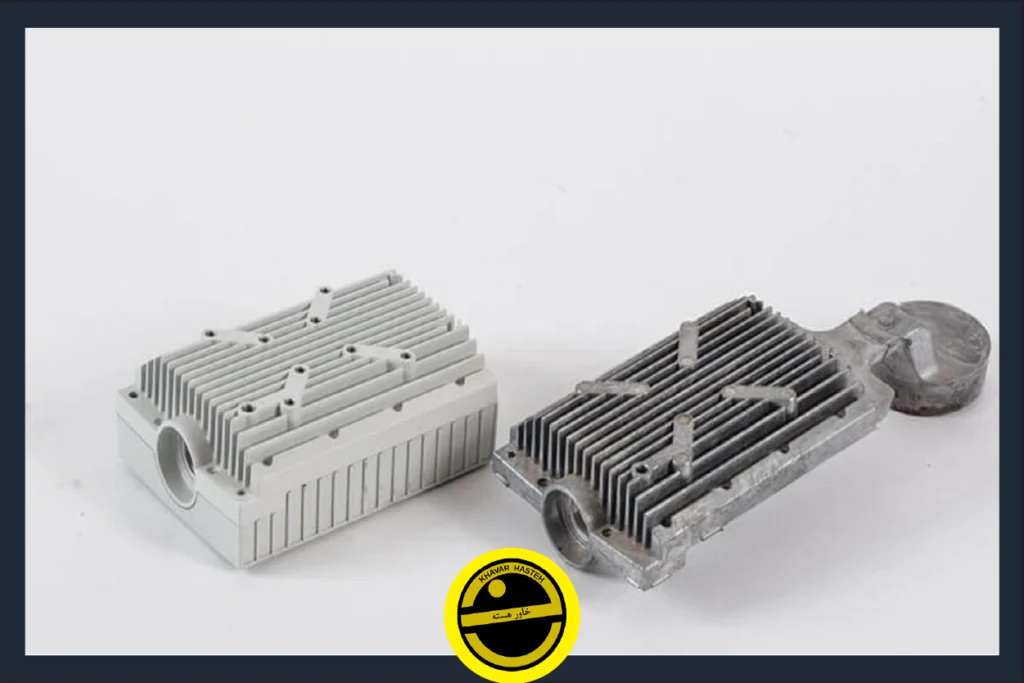
در نمونهی نشاندادهشده، قطعهی آلومینیومی شامل یک بُرز (Boss) برای نصب و سه ریب متصل به دیوارهی خارجی است. این ریبها با انتقال نیرو و بار مکانیکی، سختی و پایداری بُرز را افزایش میدهند و از بروز تغییر شکل یا شکست در ناحیهی اتصال جلوگیری میکنند.
بهطور خلاصه، ریبها یکی از مؤثرترین ابزارهای طراحی در دایکاست آلومینیوم بهشمار میروند، زیرا با حداقل مصرف مواد، حداکثر استحکام، پایداری حرارتی و یکنواختی جریان فلز را فراهم میسازند.
۸. زیربُرها (Undercuts)
در فرآیندهای تولید و بهویژه در دایکاست (Die Casting)، اصطلاح زیربُر (Undercut) به ناحیه یا سطحی فرورفته گفته میشود که بهصورت مستقیم با ابزار خطی یا جهت باز و بسته شدن قالب قابل دسترسی نیست.
ماهیت زیربُرها باعث میشود که جداسازی نیمههای قالب و خروج قطعه پس از انجماد دشوار یا حتی غیرممکن گردد، زیرا قالب در ناحیهی زیربُر بهنوعی قطعه را «گیر میاندازد» (Gripping the Cast Product).
در تصویر مقایسهای، قطعهای نشان داده شده است که در نسخهی سمت راست دارای یک سطح فرورفته در محل اتصال استوانهی کوچک و بزرگ است؛ این شکل باعث ایجاد یک زیربُر داخلی میشود و در نتیجه امکان خروج قطعه از قالب بدون آسیب وجود نخواهد داشت.
به همین دلیل، طراحی دقیق و هوشمندانه برای حذف یا کنترل زیربُرها از اصول اساسی در مهندسی قالب دایکاست بهشمار میرود.
در مواردی که وجود زیربُر اجتنابناپذیر است، باید از مکانیزمهای خاصی مانند اسلایدها (Slides) یا مغزیهای متحرک (Moving Cores) استفاده کرد تا فرآیند جداسازی قطعه از قالب بدون تخریب آن انجام شود.
در صورتی که وجود زیربُر (Undercut) در طراحی قطعهی دایکاست اجتنابناپذیر و ضروری باشد، میتوان با طراحی هوشمندانهی خط جدایش (Parting Line)، آن را در اطراف ناحیهی زیربُر شکل داد تا در فرآیند باز شدن قالب، قطعه بدون آسیب از آن جدا شود.
روش دیگر برای مدیریت زیربُرها، استفاده از قالبهایی با اجزای متحرک بیشتر از دو بخش اصلی (Core و Cavity) است. در این نوع طراحی، قالب میتواند شامل اسلایدها (Slides)، مغزیهای جانبی (Side Cores) یا قطعات متحرک اضافی باشد که هنگام باز شدن قالب، نواحی زیربُر را آزاد کرده و خروج قطعه را ممکن میسازند.
همچنین، در برخی فرآیندهای خاص میتوان از قالبهای نیمهدائمی (Semi‑Permanent Molds) بهره گرفت. این قالبها معمولاً از ترکیب بخشهای فلزی ثابت با اجزای قابلجایگزینی یا ماسهای ساخته میشوند و در پروژههایی که به دقت بالا و تکرار محدود نیاز دارند، انعطافپذیری بیشتری در طراحیهای پیچیده و دارای زیربُر فراهم میکنند.
بهطور خلاصه، زمانی که وجود زیربُر در طراحی اجتنابپذیر نیست، بازطراحی خط جدایش، استفاده از قطعات متحرک در قالب یا بهرهگیری از قالبهای نیمهدائمی سه رویکرد اصلی برای دستیابی به کیفیت بالا و امکان جداسازی مطمئن قطعه هستند.
با این حال، این روشها باعث افزایش قابلتوجه هزینه و پیچیدگی قالب میشوند.
بهویژه در مواردی که از قالبهای چندبخشی یا دارای اجزای متحرک (مانند اسلایدها و مغزیهای جانبی) استفاده میشود، هزینه ساخت، تنظیم و نگهداری قالب بهطور محسوسی بالا میرود و زمان آمادهسازی نیز افزایش مییابد.
علاوه بر این، قالبهای نیمهدائمی (Semi‑Permanent Molds) که معمولاً با استفاده از مغزیهای ماسهای (Sand Cores) ساخته میشوند، برای فرآیند ریختهگری تحت فشار بالا (High‑Pressure Die Casting) مناسب نیستند. دلیل آن است که فشار زیاد تزریق فلز مذاب در این فرآیند، باعث تخریب سریع مغزی ماسهای و نفوذ ذرات آن به درون قطعه میشود، در نتیجه کیفیت سطح و یکپارچگی مکانیکی قطعه آسیب میبیند.
بهطور خلاصه، هرچند استفاده از قالبهای پیچیده یا نیمهدائمی میتواند امکان تولید قطعات دارای زیربُر را فراهم آورد، اما این کار فقط در شرایط خاص و برای تولید محدود توجیهپذیر است و در تولید انبوه دایکاست آلومینیوم، راهکارهای طراحی بدون زیربُر یا با حداقل اجزاء متحرک همواره گزینهی اقتصادیتر و صنعتیتر محسوب میشوند.
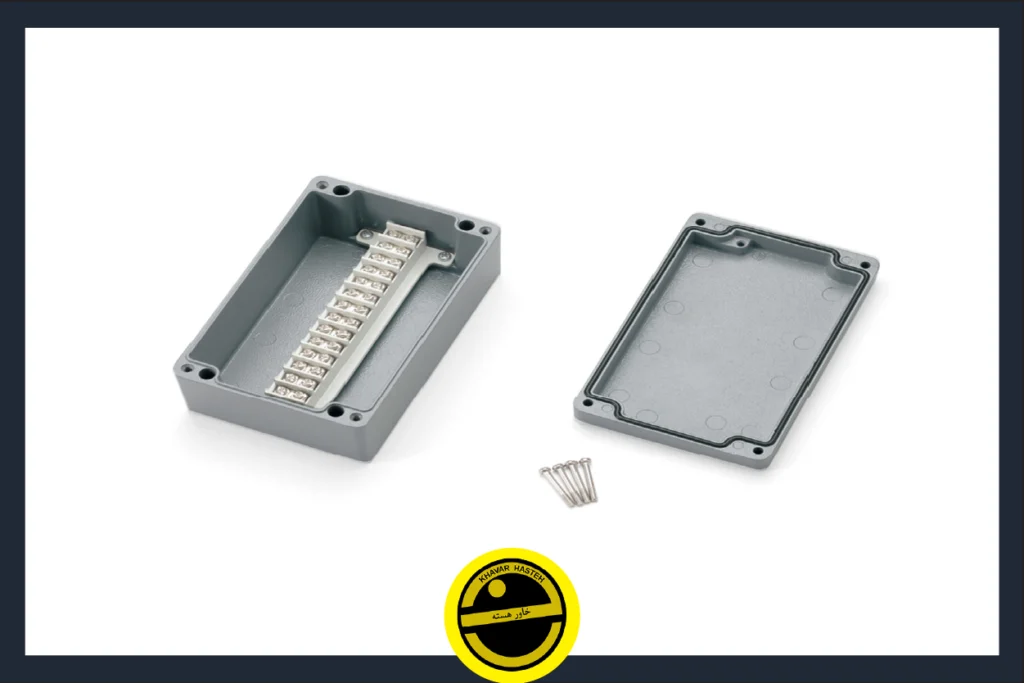
۹. سوراخها و پنجرهها (Holes and Windows)
در نظر گرفتن سوراخها و پنجرههای مورد نیاز در قطعهی نهایی دایکاست از همان مرحلهی طراحی، میتواند بهطور قابلتوجهی میزان ماشینکاری پس از قالبگیری را کاهش دهد.
اگر این ویژگیها — مانند مجراها، حفرهها، منافذ یا بازشوها — بهجای ایجاد در مرحلهی ثانویه (با دریلکاری، فرزکاری و تراشکاری)، در خود قالب پیشبینی و طراحی شوند، فرآیند تولید بسیار سریعتر و اقتصادیتر خواهد بود.
هدف اصلی در این بخش از طراحی، کاهش یا حذف عملیات ماشینکاری پس از دایکاست است، زیرا این عملیات معمولاً هزینهبر، زمانبر و مستعد خطا هستند. با یک طراحی دقیق قالب — مثلاً از طریق استفادهی مؤثر از مغزیها (Cores) یا پینهای عبوری برای تشکیل سوراخها — میتوان شکل نهایی قطعه را تا حد زیادی در همان مرحلهی تزریق فلز مذاب به دست آورد.
در نتیجه، طراحی هوشمندانهی سوراخها و پنجرهها در قالب دایکاست نقشی کلیدی در بهبود سرعت تولید، کاهش هزینهها و افزایش دقت هندسی قطعهی نهایی دارد.
ادامهی بخش ۹ – سوراخها و پنجرهها (Holes and Windows)
یکی از مزایای مهم سوراخها و پنجرهها در طراحی قطعهی دایکاست این است که معمولاً چالشهای فنی زیادی به طراحی اضافه نمیکنند. با این حال، باید توجه داشت که وجود این بازشوها مسیر جریان فلز مذاب را پیچیدهتر میکند و میتواند باعث ایجاد تلاطم (Turbulence) در جریان شود. این تلاطم در صورت کنترلنشدن ممکن است به نقصهای ریختهگری مانند حبابهای هوا، حفرات سطحی یا عدم تراکم کامل منجر گردد.
برای کاهش این اثرات، توصیه میشود لبهها و گوشههای مربوط به سوراخها و پنجرهها با فیله (Fillet) یا شعاع انحنای مناسب (Radius) طراحی شوند تا جریان مذاب در اطراف آنها نرمتر و یکنواختتر حرکت کند. چنین جزئیاتی مانع از شکست جریان یا تجمع حباب در گوشهها میشوند.
نکتهی مهم دیگر این است که سوراخها و پنجرههای موجود در قطعهی دایکاست ممکن است حین مرحلهی خروج (Ejection) موجب چسبیدن قطعه به قالب شوند. برای جلوگیری از این مشکل، باید در مرحلهی طراحی، زاویهی خروج (Draft Angle) مناسب برای نواحی داخلی این بازشوها در نظر گرفته شود.
بهطور خلاصه، هرچند افزودن سوراخها و پنجرهها معمولاً پیچیدگی کلی قالب را افزایش نمیدهد، اما طراح باید با پیشبینی مسیر جریان فلز، استفاده از فیلهها و اعمال زاویهی خروج کافی، از کیفیت و سهولت جداسازی قطعه در فرآیند دایکاست اطمینان حاصل کند.
جمعبندی (Conclusion)
همانگونه که مشاهده شد، طراحی برای ریختهگری تحت فشار آلومینیوم (Aluminum Die Casting) با چالشهای گوناگونی همراه است. موفقیت در این فرآیند تنها به انتخاب آلیاژ یا قالب مناسب محدود نمیشود، بلکه نیازمند درک عمیق از اصول طراحی، جریان فلز مذاب، کنترل انجماد و سهولت خروج قطعه از قالب است.
این مقاله مروری بر مهمترین نکاتی داشت که باید در مرحلهی طراحی مورد توجه قرار گیرند؛ از جمله محل خط جدایش، زاویههای خروج، یکنواختی ضخامت دیوارهها، طراحی ریبها، بُرزها، زیربُرها و بازشوها. با این حال، بسته به پیچیدگی و نیازمندیهای خاص هر پروژه، ممکن است با چالشهای بیشتری نیز روبهرو شوید — عواملی مانند شکل هندسی ویژهی قطعه، محدودیتهای ابعادی، کیفیت سطح مورد انتظار، یا الزامات عملکردی در مونتاژ نهایی.
در نهایت، کلید یک طراحی موفق در دایکاست آلومینیوم، یافتن تعادل میان عملکرد مکانیکی، سهولت تولید و اقتصادی بودن ساخت است؛ تعادلی که تنها از طریق همکاری نزدیک میان طراح، مهندس قالب و متخصص ریختهگری حاصل میشود.
منبع : gabrian